ע������
���룺
���� ��ҵ ����
����ע��
��ҵע��
��������
�������ƽ̨
��ҵ����ƽ̨
���˹���ƽ̨
�ҵĹ��ز���
רҵƵ����
PLC�������
���ػ�
������
�˻�����
���弰��λ��
��Ƶ���봫��
��ѹ����
��ҵ����
��ҵ��Դ
������ͼ
��ҵ���ģ�
��ҵ
����
���
��Ʒ
��̳
��Ƹ
���ز���
��Է
��ְ
�Զ�����������
�Զ�����ȵ���
��ҵƵ��
ͬ��֮��
�Զ����鼮
�Զ�������
�Զ���չ����
�����ֲ�
������Ƶ
�������������
������ȼ���¼����������沣��Ҥ¯�ϵ�Ӧ��̽��
��������ϻ���װ�����ʹ����ά��
��ȫ����PFS���Ʒ����¶�ֱ�ӿ����ͣ�DTC����ȼ������Ҥ¯����ϵͳ
�������������칤��5�����и�Ͱ�װ
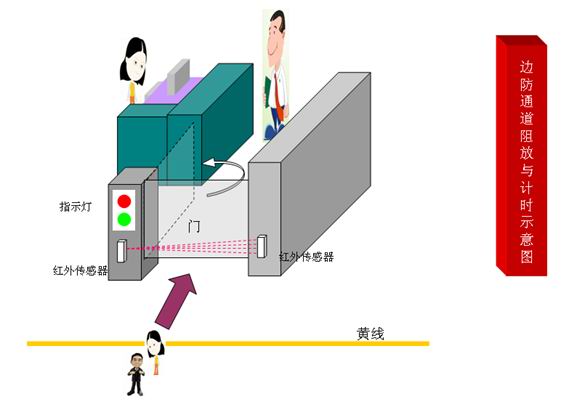
��������������������������˵��ͼ
��������Ҥ��������
��ʲô�ǡ�������/���ʰ�ȫ�͡�����Ԫ����
����ѹ���Ĺ��Ϸ���������
����..
��������·���ز���
����ʦ
����ʵ��Ӧ���У��㾭��Ӧ�õ�ͨ�ŷ�ʽ����Щ��
����̨PLC������ͨѶ����
��315��EM277��̬����
������PROFIBUS-DP��PLCͨѶ
��PROFIBUS��ò
��PID �������������
��MODBUS TCP��PROFINET˭��������
��PPI���MPI�������
��485����ͨѶ��ʽ
���ʰ��Զ�������ֿ�Ŀ��������ϵͳ���
������Lonworks�ֳ���������EIC2000���ſ���ϵͳ
��ʹ��Modem��OMRON PLC����Զ�̼��
�����RS-485����ɿ��Ե����ɴ�ʩ
���豸Զ�̼��ϵͳ
��ְ����Ʒ�з�(��ѧ���ơ�������ʦ)
��ְ���ֳ�����(��ѧ���ơ���������ʦ)
��ְ����������(��ѧר�ơ���������ʦ)
��ѯ������̳ͳ��
�Զ�����Ʒ
�Զ�����Ƹ
�Զ���ͼ��
������ �������� ȫ������
����������
������̳����
ȫ������
���ռ���
��ҵ��
��еװ��
������ɰ����ϵͳ���� ���ߣ�����ƽ ��ɽ���⻪��������˾ԭ�ϼӹ�ϵͳ����Ϊˮ ϴ��ɰ������Ϊ���������˼����й��ա��豸�������ȼ�������Ľ�����̣�Ϊ �����������������۳���Ⱦ���ṩ������Ľ�����顣�� ���Ԫ� ɰ�ҷ۳���Ⱦ�Dz�����������Ҫ��ȾԴ֮һ������Σ����ְ���Ľ�������Χ�������ڲ���ԭ�ϼӹ������У��۳�����һֱ��һ�����ֵ����⣬���Ϸ����¡������Ӵ�ϵͳ���������������ܱո��������ռ䡱�ȷ�������Ч�����������ڳ������õĴ�����ӣ��������ԭ�ϳɱ��Ĵ��������Ϊ�˴Ӹ���������ɰ�ҷ�����ɵĻ�����Ⱦ��ɽ���⻪��������˾��1997��1998���ԭ�ϼӹ�ϵͳ�����˼������죬�������Ϊʪ��ˮϴ��ɰֱ�ӽ������¹��շ��������·ֱ���ܼ��������еķ�����ơ��豸ѡ�ͼ����йع������á��� 1�������̵ļ��Ī� �þ�ɰ����ϵͳ�����������Ҫ�������������ȵط���ԭ�г������豸�Ĺ��ܣ����������ظ�Ͷ�룬�����������̣���ʹ��ϵͳ��ȫ����ԭ�����������̵���Ҫ���� 1.1 ������Ҫ����Ĺ��ռ������� ����ʪ��ˮϴ��ɰ���ں�ˮ���������Բɸ��Ч�ʵ͡��������ص㣬���ԣ��ڼ��������У�Ӧ�ص��������¼����������⣺ ��(1)��ɰ����������ܡ��϶����ϲ����������������⣻ ��(2)��ˮϴ��ɰˮ�ִ������ɸ��Ч�ʽ��ͺ�����Ч�ʽ��͵����⣻ ��(3)���Ϲ����϶�ճ����ɳ������ͻ�Ϲ��̽��費�������⣻ ��(4)��ɰ����ֿ�ķ�������ˮ�Լ���ת���䡢�����������⡣ 1.2 ���ո������Ʒ��� ��Լ��Ĺ����й�������Ҫ����������������⣬�ڼ����зֱ��ȡ�����¼����ʩ����1.2.1 ���(�϶�)���������ϲ����Ľ�������� (1)�������(���϶�)���Ͽں���������ʹ���������� (2)�����(���϶�)���Ͽڸ�Ϊ���οڣ�ʹ���С�����ϵĽӴ�������� (3)ȥ������ڷ�ĥʯ�ް壬����Ħ��ϵ����С����ĥ����ְ����İ壻�� (4)�������(���϶��ֱ�)��ǣ�ʹ�����ٶȼӿ죻�� (5)��С��ɰ��ˮ����ʹ�������ԼӴ� (6)�����������ֱ��������� ���ϼ��ַ���������������λ�ö����ò�ͬ�ķ�����ijЩ�ط��ɸ���ʵ���������ʹ�á� 1.2.2 ɸ��Ч�ʵ͵Ľ�������� ԭϵͳʹ�õ�������ɸ��������ת�ٵ͡��������ɸ��Ч�ʵͣ������н����Ϊƽ��ҡ��ɸ���� 1.2.3 ����Ч�ʵ͵Ľ�������� ԭϵͳ��ɸ������ʹ��D250��������������������������Ҫ�����н���ij�D350�ͣ�������������50%��������ԭ�ϵ�������Ҫ�� 1.2.4 �ϲ֡����ϻ����ϲ����Ľ������ ��(1)���ϲּӲֱ�����������ֱ���ǣ��������Ͽڣ� ��(2)�����ϻ���������������������䳤�ȣ��ӿ����Ͽڣ� ��(3)���м���������©������ 1.2.5 ���Ϲ��̳������Ľ�������� ԭϵͳ������������������ʹ����ʱ���ӳӽ��϶��л��������ظ����룬��ɼ�����ȷ�����ĺ���ü�������ֻ����ʵ���������������˳������� 1.2.6 ��������ˮ����ת����ͷ������⪥ Ϊ�˷��㾫ɰ����ת���䣬���IJ�ȡ���������������ת����ֿ⡣���ڲִ��ķ�������ˮ���������⣬�����������ָ����в�ȡ����Ӧ��ʩ�����ﲻ�������� 2 �豸ѡ�ͼ����쪥 ��ɰ����ϵͳ���Ĺ����е��豸���죬��Ҫ���������豸ѡ�ͺ�ԭ�п����豸���������֡��� 2.1 �����豸ѡ�ͼ�������� ������������Ҫ�������м���������©�������϶�����Ϊ�©�������ֶ�����բ�ţ���ҪΪ���϶����ദ©�����Բֱ���ɸ��ɸ���豸ѡ��ƽ��ҡ��ɸ���� 2.1.1 �©��ѡ�ú���̫����е�ܹ�˾������GD20PA(��2000)���©������ 2.1.2 �ֶ�����բ�š����϶�Ϊ���������豸��Ϊ��ʹ���϶���ԭ�������У����ԭ���н���ϡ��Ӳݵ����룬�����϶��Ͽڼ�װ��150mm��150mm����״�����ӡ��� 2.1.3 �ֱ���ɸѡ��̫����е�ܹ�˾������260WLZF-5�ͣ���װ�����϶����������ӵȴ������Խ�����ϲ��������϶������� 2.1.4 ҡ��ɸѡ���Ϻ�������е��������BF0791��(900��2000��3kW)��������30��70t/h���ڶ�Ƶ����240��280��/min֮��ɵ���ɸ��ѡ��6mm��6mm��8mm��8mm��10mm��10mm3�֡����豸����ƫ�Ŀ�������ἰɸ����ƽ�������˶����ڶ����ȴ���ɸ�ֹ�����ͨ����е�ڶ������������Ч��ɢ��������ɸ(ת��ɸ�֣��ްڶ�����С��ת������������ɸ�����)����ɸ(��Ƶ�ʸߡ����С��������ɸʪ�Ľ����)��ɸ��Ч���ߵöࡣ�����������ԭϵͳ֮����ɸ�� 2.2 ԭϵͳ�豸���� ��ԭϵͳ���豸���죬��Ҫ��ԭ��ɸ���������졢����Ƥ�������졢�м�ֶ������豸���켰���ϵͳ���̵ļ��� 2.2.1 ��ɸ���������죺��ɰ����ϵͳ����ɸ������������ԭ��������������乤�գ���ԭ���������ΪD250�ͣ�������20��30t/h����ҡ��ɸ��������������Ҫ��
���Ҫ�ظ��������⣬�������й�������www.chinakong.com
��������Ѿ����й�������www.chinakong.com��Ա����ֱ�ӵ�¼��
������㻹�����й�������www.chinakong.com��Ա��������ע�ᣬע��Ϊ��ѣ�
�� �룺
�رոô���
������������
�����Զ�����Ʒ
��ҵ����������
�߷��밲����������
���ߣ����ţ����
����ͨ���� HF-
�������Ӧ�ÿ� Z
�������� �������� ������Ŀ �����ϵ �������� ��ϵ��ʽ ������� ��Ϊ��ҳ �����ղ�
©2023-2025 �й���������www.chinakong.com�� ��Ȩ���� ԥICP��17046657��
����Ա���䣺chinakong98@163.com �������ߣ�13525974529
�������¹����Զ�����������˾
�й� ����


 �Զ�����������
�Զ�����������
 �Զ�����Ʒ
�Զ�����Ʒ