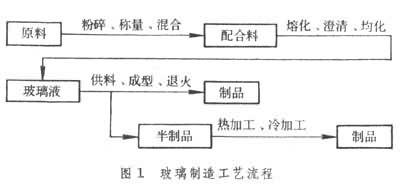
以酸性、碱金属、碱土金属氧化物为主要原料制成玻璃和玻璃制品。不同玻璃制品的制造方法各有其特点,但主要工艺是相似的(图1[玻璃制造工艺流程])。
简史 公元前2600年,巴比伦已有绿色玻璃棒。公元前2500年,美索不达米亚地区和埃及已能制造玻璃珠。最早的玻璃器物由玻璃块凿制而成。以后埃及人用粘土和砂做成一定形状的砂芯,在砂芯上逐层蘸集玻璃液,经过拍打塑形和用颜色玻璃条围绕装饰,固化后再将砂芯除去,制得玻璃器物。公元前1200年,埃及人采用开口模型将玻璃压成碗、盘、杯等制品。中国古代玻璃制造技艺萌芽于西周。战国时期出现含铅和钡硅酸盐玻璃。汉代已有模压、铸压的玻璃壁、珠等。公元前200年,巴比伦人首先使用吹玻璃的中空铁管。用吹管吹制玻璃制品是玻璃制造中的一个突跃性进展。公元1世纪,罗马人把各种颜色玻璃拉成棒,排列成捆烧熔,再切出具有一定图案截面的玻璃薄片,在模具上将这些薄片加热熔接,制出千花玻璃器。他们已掌握在玻璃表面刻磨、用颜色釉彩绘和在玻璃中夹金等技艺,并会在暗色玻璃上镶套一层乳白玻璃,再磨去乳白玻璃,制出具有图案的套料刻花、雕花玻璃瓶。7世纪,叙利亚人把玻璃吹成球,再用铁顶杆蘸少量玻璃液粘住球底部,然后切断吹管处玻璃,用顶杆将开口球在炉中加热软化,借快速旋转的离心力将玻璃球展平成平片玻璃,称冠冕法。11~16世纪,威尼斯成为玻璃制造中心。当时用软锰矿使玻璃颜色得到中和脱色制得无色透明的玻璃,并恢复了罗马人的颜色釉彩绘、玻璃夹金、玻璃磨刻等装饰方法。
1615年,英国用煤取代木柴作熔制玻璃的燃料,使熔化温度有所提高。1635年又用燧石作原料并引入氧化铅,制成折射率高、色散大、易于刻磨的铅晶质玻璃。1688年,法国用浇注法制出平板玻璃,经研磨抛光后用以制造镜子。17世纪末,北欧用吹筒法代替吹圆球法,将圆筒沿长度剖开重新加热,以自身重量在铁台上展平成片,其平整度大为改善,产量增大。1790年,瑞士人P.L.吉南发明用搅拌玻璃液的办法制出高均匀度的光学玻璃。1821年,玻璃成型开始采用对开模具。1867年,德国人西门子兄弟建立燃煤蓄热室连续式池窑,用于熔制玻璃,燃料消耗降低,玻璃生产量剧增。1880年,德国人O.肖特和E.阿贝研究玻璃组成与性质关系,扩大了玻璃成分的范围。1882年,阿博加斯特发明玻璃空心制品成型的压-吹法。1885年,阿什利制成半自动制瓶机,并建立制瓶成型的吹-吹法。1904~1905年,美国人M.J.欧文斯成功地制造了全自动制瓶机,采取吸料成型。1910年起开始发展滴料供料机。此后,采用供料机供料的各种自动成型机相继出现并不断发展,玻璃瓶罐开始大批量高速度连续生产。1912年,比利时人E.富尔科提出玻璃液通过槽子砖经引上机拉制成平板玻璃工艺,1913年用于工业生产,开始大批量连续生产平板玻璃和窗片玻璃。1910年,美国人I.W.科尔伯恩研究平板玻璃的水平拉引法问世,1916年由利比-欧文斯(Libbey Owens)公司成功地投产。1930年,美国匹兹堡玻璃公司(PPG)采用无槽引上法生产平板玻璃。1931年,生产连续玻璃纤维法问世。1959年,英国皮尔金顿(Pilkington)公司发明的平板玻璃浮法成型投入生产,玻璃液漂浮在熔融金属(锡)表面,使成型质量大为提高。
原料 包括主要原料和辅助原料。前者指引入玻璃的形成网络结构的氧化物、中间体氧化物和网络外氧化物等原料;后者可以加速玻璃熔制,或使其获得某种必要的性质。
主要原料 根据引入氧化物的性质,分为酸性氧化物原料、碱金属氧化物原料和碱土金属氧化物原料。
①酸性氧化物原料:有SiO、BO、AlO等的原料。SiO是硅酸盐玻璃中玻璃结构的骨架。它赋予玻璃高强度、良好的化学稳定性、耐热性和低膨胀性,但会使玻璃的熔融温度增高,粘度增大。SiO的引用原料是硅砂或砂岩、石英岩。玻璃中加BO,可降低玻璃的热膨胀性,提高折射率、耐热急变性和耐化学侵蚀性,在温度较高时能降低玻璃粘度,温度较低时提高玻璃粘度。BO的引用原料是硼砂或硼酸。玻璃中加 AlO能减小玻璃析晶倾向和增强化学稳定性,提高强度,增大玻璃粘度。其引用原料通常是伴含KO或NaO和SiO的长石,也可以用工业氧化铝等。
②碱金属氧化物原料:有NaO、KO的原料。玻璃中加NaO和KO成分可降低熔融温度,减小粘度,但会使玻璃的化学稳定性变差。其引用原料是纯碱(NaCO)和钾碱(KCO)。
③碱土金属氧化物原料:有CaO、MgO、BaO、ZnO、PbO的原料。玻璃中加 CaO和MgO能减弱钠硅玻璃析晶倾向,增强化学稳定性,高温时能降低玻璃粘度,促进玻璃熔化和澄清,但温度降低时粘度增加很快,成型操作困难。其引用原料是石灰石(CaCO)和菱苦土(MgCO),或用同时含CaO和MgO的白云石。玻璃中常加BaO和ZnO以调节玻璃的化学稳定性和折射率等性质,其引用原料常为工业ZnO和BaCO、BaSO或 BaNO。玻璃中加PbO可显著提高折射率和色散,使玻璃吸收短波长射线,同时,比重增大,熔融温度降低,与金属浸润性好。PbO的引用原料是 |


 自动化资料下载
自动化资料下载
 自动化产品
自动化产品


