注册名:
密码:
个人 企业 商务
个人注册
企业注册
商务申请
商务管理平台
企业管理平台
个人管理平台
我的工控博客
专业频道:
PLC与控制器
工控机
传感器
人机界面
阀体及定位器
变频器与传动
低压电器
工业网络
工业电源
电气绘图
企业中心:
企业
新闻
风采
产品
论坛
技术
下载
供求
招聘
工控博客
才苑
博闻
博采
博文
博坛
求职
自动化技术中心
自动化年度调查
行业频道
同城之间
自动化书籍
自动化新闻
自动化展览会
资料下载
电气手册
工控视频
中国工控网搜索:
・玻璃熔窑的冷修改造
・浮法玻璃制造工艺3――成形和镀膜
・满腔热血把技术学会
・什么是减压澄清
・浮法玻璃窑炉立体结构图
・玻璃池窑投料机结构示意图
・如果从外面接受的BCD码不是8位、16位。有好的方法传送吗?我不想用常开、线圈的方法
・CC-Link现场总线的通信初始化设置方法
更多..
王女士工控博客
在校大学生
・在实际应用中,你经常应用到通信方式有哪些?
・315与EM277组态配置
・多台PLC的联机通讯问题
・基于PROFIBUS-DP的PLC通讯
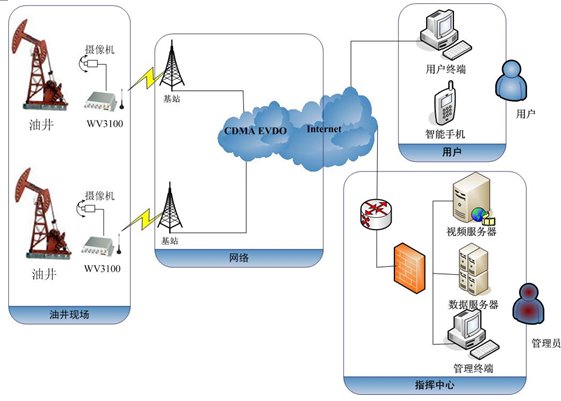
・基于CDMA网络-工业废气无线监控系统应用方案
・MODBUS TCP与PROFINET谁主沉浮?
・Interbus总线的特点
・PROFIBUS概貌
・PID 参数的设置情况
・现场总线系统的分类―不同领域的系统结构
・现场总线系统的分类―FCS的分类
・集散系统的故障类型和检修方法
・计算机网络基础知识―网络的拓扑结构
・一种RS-485总线自定义通信协议及其应用
求职:电气维护(大学本科、工程师)
求职:部门主管(中专、技师)
求职:工程设计(大学本科、在校大学生)
查询工控论坛统计
自动化技术
自动化产品
自动化调查
自动化招聘
自动化图书
自动化资料
搜索: 本栏搜索 全栏搜索
发表新论题
钢铁技术论坛分类
全部论题
工艺技术
行业标准
机械装备
技术经验
抑制中厚板轧制过程中板坯弯曲的对策 王春梅,刘海东 (济南钢铁集团总公司,山东 济南 250101) 摘 要:研究了济钢中厚板粗轧机轧制过程中板坯的弯曲现象,从理论上分析了板坯弯曲的生成机理与改进措施,现场应用后,杜绝了板坯弯曲时撞击机架辊与高压水软管现象,提高了这些备件的使用寿命,取得了较好的效果。 关键词:中厚板;轧制过程;板坯弯曲;板坯温度;轧制线高度 1 问题的提出 济南钢铁股份有限公司中厚板厂(简称济钢中厚板厂)3200mm粗轧机是从荷兰引进的二手设备,随着中厚板产品产量的不断提高,出现了板坯经粗轧机轧制后生成明显弯曲的现象。板坯下扣时撞击机架辊,上翘时撞击高压水软管,严重影响了使用寿命,增加了停产检修时间与维修费。 2 板坯弯曲产生的原因 2.1 板坯温度分布不均的影响 济钢中厚板厂目前使用的是两座三段扼流式加热炉,加热板坯在水冷梁处存在程度不同的黑印,致使板坯在炉内加热不均;出炉后,在辊道上运行过程中,由于上下表面散热方式不同,加剧了板坯的上下表面温差。所以,板坯到达轧机时温度不均匀。在轧制过程中散热及塑性变形的生热也存在不均现象。因此,轧制过程中板坯的温度场均存在一定的不对称性,板坯上表面温度大于下表面温度,两头温度低于中部温度。在温度场不对称条件下轧制时造成轧制变形过程的不对称,导致板坯出轧机后弯曲。 2.2 轧制线高度的影响 2.2.1 轧制线高度对板坯弯曲的影响机理 当轧辊与机架辊的垂直距离调整不当时,板坯不能水平进入辊缝,轧辊将板坯的头部抬起或压下而倾斜咬入,这样的非对称咬入过程导致非平衡轧制。 轧制线高度A是指轧机下工作辊的上表面与机架辊的上表面的高度差。有以下三种情况: (1)对称轧制时,A等于总压下量(△h)的1/2,这时板坯水平咬入,在轧制过程其他条件均对称的情况下,板坯经轧制后应保持平直。 (2)A大于△h/2时,假设板坯温度均匀、轧机上下工作辊辊径相等、转速相同,板坯进入轧机时为爬坡咬入。由于变形区板坯受力平衡,则有: P1=P2 (1) P=L.b.Pm (2) L1.b1.Pm1=L2.b2.Pm2 (3) 式中 P1、P2――上、下工作辊轧制力; L1、L2――上、下工作辊接触弧长; b1、b2――接触弧宽度; Pm1、Pm2――上、下工作辊与板坯接触平均单位压力。 l1=Rsinα1 l2=Rsinα2 (4) 上下辊压入板坯的深度如下: △h1=[R(1-cosα1)+l1tgθ]/cosθ (5) △h2=[R(1-cosα2)+l2tgθ]/cosθ (6) 显然,△h1比△h2大,导致板坯上表面的延伸率大于下表面的延伸率,出口板坯上表面速度大于下表面速度,从而使板坯出轧机后下扣。见图1。 图1 A>△h/2时板坯弯曲示意图 (3)如果A小于△h/2时咬入,板坯的受力和变形正好与(2)的情况相反,造成板坯出轧机后上翘。 为了摸清轧制线高度与板坯弯曲的关系,对粗轧机轧制过程进行了仿真模拟研究。 2.2.2 不同轧制线高度板坯的弯曲规律 采用ANSYS软件模型对粗轧机不同轧制线高度进行仿真。仿真研究材料为Q235板坯,接触区接触及摩擦的处理采用了面与面接触元及哥伦布摩擦准则来模拟,由于板坯的宽厚比在5以上,使得二维模型的模拟具有较高的准确性。模拟结果见表1。 表1 不同轧制线高度板坯弯曲曲率数据 序号 轧制线高度/mm 板坯厚度/mm 板坯温度/℃ 道次压下量/mm 曲率 1 10 100 1150 10 -0.076 2 20 100 1150 10 -0.271 3 30 100 1150 10 -0.343 4 40 100 1150 10 -0.496 5 50 100 1150 10 -0.588 由表1可看出,在板坯温度与压下量相同时,板坯下弯曲率随板坯咬入时轧制线高度的增大而增大。 2.3 异步轧制的影响 异步轧制法使板坯形成“滑雪板”状,可抵消由于板坯不对称咬入等因素造成的下扣现象。改造前,中厚板粗轧机采用的是同辊径异转速轧制方式,即下辊空转转速比上辊快1~2r/min,在实际生产中未起到抑制板坯下弯的作用。为此,对粗轧机的生产进行跟踪,发现影响板坯弯曲最关键的是咬入阶段上下辊的实际转速差。在板坯咬入瞬间,下辊的速度高而承担较大的载荷,此时速降较大,而上辊的负荷偏小,则速降较小。因此,在咬钢后的短暂时间内,下辊的速度反而比上辊慢,由于搓轧区的存在使板坯向慢速辊方向弯曲,这就加大了板坯的下扣现象。为了从理论上寻找异步值与曲率的关系,对粗轧机生产过程进行了仿真模拟研究。异步轧制板坯的弯曲规律模拟结果如图2所示。 http://www.chinakong.com/upload/upload/200805190901338.jpg 图2 不同板坯原始厚度在压下量一定时板坯曲率与异步值的关系 由图2知,异步轧制时,在板坯原始厚度与压下量不变的情况下,板坯的上翘曲率随异步值的增大而增大,且二者之
以下是关于《抑制中厚板轧制过程中板坯弯曲的对策 》论题的回复(共2篇)
回复时间:2009/9/18 11:20:00
支持(505) | 反对(573)
中国行业网站TOP100强,易展过五周岁生日了!特拿出50万回馈客户,快来领取吧,详情:http://www.18show.cn/5/?m=189
回复时间:2013/8/11 23:11:00
支持(507) | 反对(414)
路过 http://t.cn/zQhhO6S
如果要回复本栏论题,请首先中国工控网www.chinakong.com
・如果你已经是中国工控网www.chinakong.com成员,请直接登录。
・如果你还不是中国工控网www.chinakong.com成员,请首先注册,注册为免费!
密 码:
关闭该窗口
更多资料下载
更多自动化产品
MGC5000X-T
火狐“看门狗”防窃电
农业大棚co2无线监
无线上网流量控制器软
GPRS/CDMA/
关于我们 免责声明 服务项目 广告联系 友情链接 联系方式 意见反馈 设为首页 加入收藏
©2023-2025 中国工控网(www.chinakong.com) 版权所有 豫ICP备17046657号
管理员信箱:chinakong98@163.com 服务热线:13525974529
洛阳博德工控自动化技术有限公司
中国 洛阳



 自动化资料下载
自动化资料下载
 自动化产品
自动化产品