|
|
|
自动化生产线打螺丝的分析 |
|
|
|
自動化生產線打螺絲的分析
系統方式:
多頭同時打螺絲系統
全自動線上螺絲機
多組打螺絲機構串聯
具體描述:
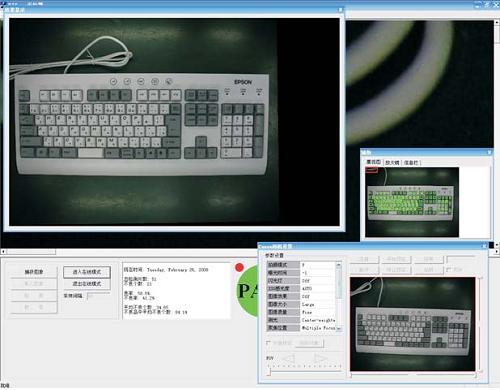
操作員將鍵盤放入夾具內,系統多頭同時將鍵盤所有螺絲一起鎖入,然後操作員取出鎖好螺絲的鍵盤,同時裝入新的鍵盤
鍵盤從流水線自動輸入到系統中,系統夾緊鍵盤,Mark點對中,按程式將螺絲一顆接一顆鎖上,完成後,系統送出鍵盤並輸入下一個鍵盤
多組打螺絲機構串聯,鍵盤以流水線傳輸,每組機構負責鎖一顆螺絲,然後鍵盤進入下個工位元鎖下一顆螺絲
是否需要夾具:
每種鍵盤需要2個夾具,一個用於工作時,另一個裝卸鍵盤
不需要夾具
每種鍵盤都需要很多夾具才能保證正常生產
需要人工:
1個操作員用於裝卸鍵盤和操作設備
不需要人工
1個操作員裝鍵盤,1個操作員用於卸鍵盤
更換生產的鍵盤種類:
基本不可以更換,基本需要更換整機設置
只需要做很少的調節,調用不同的程式
需要調節各組打螺絲頭的位置
設備適應性:
低
高
中
目前產能每條產線需要的數量
1
3
12組,以每個鍵盤12顆螺絲計算
需要配合的設備:
沒有
上下料分配傳送帶
產線傳送控制,夾緊機構
佔用面積
少
中
多
需要供料盤數目(以每個鍵盤12顆螺絲計算)
6 個
3 個
12個
投入固定資產成本:
中
高
中
未來成本回收,以每天2班計算
2個操作員+1台機器取代6-8個操作員
3台設備取代6-8個操作員
4個操作員+系統取代6-8個操作員
產能:
達到目前每條線產能估算
達到目前每條線產能估算
達到目前每條線產能估算
目前自動線上鎖螺絲系統時間分析
耗費時間
可能的改進措施
需要付出的代價
皮帶傳送
2秒
可改進空間少
汽缸夾緊
1秒
可改進空間少
Mark點辨認計算
3.5秒,其中2.5秒為移動到對角線的運動時間
電腦計算時間可改進空間少,運動時間可縮小
打螺絲時的移動,包括啟動,刹車
平均每顆螺絲1.2秒
使用伺服馬達可減少啟動,刹車時間和運行時間,大約可減少40%
1) 伺服馬達成本提高4倍
2) 由於Z軸負載慣量大,整機剛性需要大大提高
3) 設備磨損加大
4) 需要儘量減低Z慣量,重量
5) 成本大幅提高
打螺絲,包括輸送螺絲,Z軸下壓,汽缸上下,Z軸提起,鎖螺絲等
平均每顆螺絲1.2秒
如果減小打螺絲時間,則可靠性大大下降。目前提升空間不大
擋塊提起,鍵盤輸出
可以不算,因為下一個鍵盤會同時輸入到系統中
1. 目前綜合考慮後,恐怕目前難以提高速度,不然成本上升很快,性價比大大降低,還不如加設更多的機器
2. 因為成本考慮不能加很多機器。建議目前採用人工加設備的方式,即產線還是配置一個操作員,可以照看設備的同時,可以協助打部分的鍵盤,以維持流水線的運行速度。
3. 採用多種配置方法。例如將品種單一,產量大而穩定的生產交給以上的方式1和3,需要不斷更換品種的生產交給方式2設備。
4. 我們也可以提供這2種方式的設備,可以加上感應器,優化控制,從而提高其工作穩定性和適應性
5. 這些方式在其他應用也存在,例如SMT生產,即柔性設備產能較低,剛性設備產能較高,也是不可以說以一種方式全部涵蓋所有應用。需要確定柔性設備和剛性設備設置的比例。
6. 系統可能需要在實戰中才能不斷得到修改和提高。
詳情請看附錄視頻。
|
|
|
|
 相关博客新闻: 相关博客新闻: |
|
| 相关技术论坛: |
|
| 相关风采图片: |
|
|