注册名:
密码:
个人 企业 商务
个人注册
企业注册
商务申请
商务管理平台
企业管理平台
个人管理平台
我的工控博客
专业频道:
PLC与控制器
工控机
传感器
人机界面
阀体及定位器
变频器与传动
低压电器
工业网络
工业电源
电气绘图
企业中心:
企业
新闻
风采
产品
论坛
技术
下载
供求
招聘
工控博客
才苑
博闻
博采
博文
博坛
求职
自动化技术中心
自动化年度调查
行业频道
同城之间
自动化书籍
自动化新闻
自动化展览会
资料下载
电气手册
工控视频
中国工控网搜索:
・天然气玻璃窑炉设计应用的体会
・浮法玻璃制造工艺2――熔化
・浮法玻璃制造工艺5――切割和包装
・目前我国平板玻璃都是采用什么类型的玻璃池窑?
・浮法玻璃的质量鉴别
・什么是减压澄清
・断路器附件功能与选用
・18根240的电缆全部粘上了[讨论]
更多..
觅我人生路工控博客
工程师
・在实际应用中,你经常应用到通信方式有哪些?
・315与EM277组态配置
・基于PROFIBUS-DP的PLC通讯
・多台PLC的联机通讯问题
・一般网线的接法
・工业以太网
・485网络通讯方式
・PID 参数的设置情况
・这座城市是我们的家吗?
・IEEE 1394与现场总线
・如何在串口通讯程序中处理数据包
・基于PROFIBUS现场总线技术的钴-60集装箱检查控制系统
・电梯串行通讯系统可靠性设计
・串口通讯―同步通信方式
求职:工程设计(大学本科、助理工程师)
求职:部门主管(大学专科、助理工程师)
求职:现场调试(硕士研究生、教授)
查询工控论坛统计
自动化技术
自动化产品
自动化调查
自动化招聘
自动化图书
自动化资料
搜索: 本栏搜索 全栏搜索
发表新论题
玻璃论坛分类
全部论题
工艺技术
行业标准
机械装备
技术经验
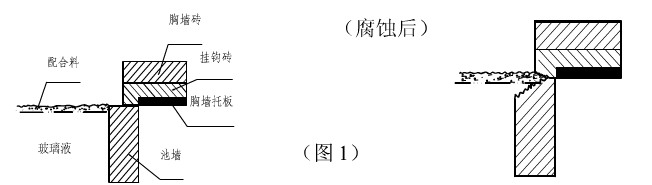
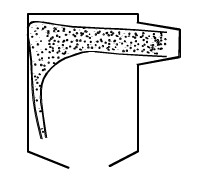
马蹄焰池窑单侧加料与偏心式流液洞 摘要:介绍了马蹄焰玻璃窑炉单侧加料与偏心式流液洞的关系,偏心式流液洞能提高玻璃液熔制质量的原理,窑炉设计以及窑炉运行时应注意的几个问题。 关键词:单侧加料、偏心式流液洞、设计、运行注意事项 马蹄焰池窑常考虑单侧加料(上火加料),特别是场地较窄的厂。单侧加料有占地面积少、投资少、设备利用率高、孔口溢流损失少、热效率高等优点。但是单侧加料也有许多不足。 一、单侧加料的不足 单侧加料,特别是进出料量稍大时,加入到窑内的配合料料堆较厚,来不及熔化(即熔化速度跟不上加料速度)的料堆一直延伸到加料口对面池墙形成料垅,前面料堆在后面料堆推力作用下(实为加料机的推力)在加料口对面池墙与喷火口下部池墙间充满后开始向前方移动,如果料堆较厚,配合料料堆厚度高出液面线太多,甚至高出池墙砖端面高度时,池墙就极易被腐蚀,最后连挂钩砖都被腐蚀,如图(1)所示,此处成为池窑的薄弱环节,一般在两年左右,甚至不到两年就蚀穿漏火漏玻璃液。由于池墙内侧被腐蚀成一倾斜面,补也不好补,因而严重影响窑炉寿命。据我们了解,单侧加料的许多池窑都发生过这类问题。 2、加料口另一侧的供料道在临界状态下易产生气泡 1980年重庆某玻璃厂1座28m2窑炉,两条供料道生产盐水瓶,在加料口另一侧的供料道生产的盐水瓶,整个窑期始终有少量针尖大小的灰泡,而靠加料口一侧供料道生产的盐水瓶就没有这种小灰泡。当时怀疑是否是供料道电极所产生,但是靠加料口侧供料道内也有电极,由于当时认识水平所限,一直没有找到原因。 1991年,四川广汉某玻璃厂一座30m2用简易煤气发生炉产生的煤气来生产盐水瓶的窑炉,它没有工作池,而是从窑炉前端两侧各设一个流液洞进入供料道。在运行中如果炉温波动或出料量过大,首先是加料口另一侧的供料道内玻璃液产生气泡,过2-4小时后,加料口一侧供料道内玻璃液才有气泡。由于该窑设有耳池,我们打开耳池仔细观察液面料堆的流动情况,发现配合料加入到窑内后,在加料机的作用下,一直延伸到加料口对面池墙,然后沿池墙向流液洞方向移动,在移动过程中,料堆逐渐消失。见图(2)所示: 通过观察分析,上述28m2窑炉靠加料口另一侧供料道内始终有少量灰泡的原因找到了。实际上是加料机宽度不够,加进去的配合料料堆较厚,配合料料垅一直过了窑池长度的3/5才消失。这样,玻璃液在炉内停留时间短,澄清时间不够,较先进入加料池另一侧的供料道所致。我们将在这种温度条件在这种出料量的情况下的状态称之为临界状态,若温度高一些,或出料量低一些,玻璃液内小灰泡都能消失。最近本人在山东参加全国玻璃窑炉节能会议,在某厂看过三座窑炉,就看见有两座窑炉有上述类似的现象。 二、偏心式流液洞的产生 根据单侧加料的不足,如何延长配合料在炉内的停留时间(即在炉内的行程),这是我们常思考的问题。如果把流液洞不设在窑池中心线上,而是向加料池一侧方向移动,不就能达到这个目的吗。1995年我们在重庆某厂一座25m2燃煤池炉上试验,结果反映很好,出料量和玻璃液质量都有所提高。从那以后我们先后在10多座窑炉上结合深澄清池、倾斜式流液洞,再应用偏心式流液洞取得了较好的效果。许多厂家反映,熔化率增大,玻璃质量明显提高,能源消耗降低。例如四川广汉玻璃厂,原窑炉近21m2,原窑炉新建时每天可以出料22吨左右用以生产盐水瓶,但到窑炉中后期,由于出料量跟不上,行列机由6组机改为5组机、4组机。97年我们受厂方委托,将窑炉熔化面积由21m2改为23 m2,并将传统换热室改为我公司获国家专利的两段换热室,并结合偏心式流液洞和深澄清池结构,经过近三年的使用证明,23 m2池窑每天出料27~28吨(使用简易阶梯形煤气发生炉),产品质量大大提高(指产品的耐水性、机械强度、外观质量)。 三、在窑炉设计上需注意的几个问题 1、加料池(预熔池)的长度及宽度 单侧加料时在加料口一侧蓄热室格子体的堵塞腐蚀较另一侧要严重一些,如何避免这一问题呢?我们在设计时尽量加大加料池的长度及宽度。加长加料池,它使配合料在预熔池里进行相对充分的硅酸盐反应,进入炉内的配合料表面已经开始熔化,火焰的气流不易将配合料表面的细小粉料吹扬起来。加料池的宽度(实际取决于加料机的宽度)对玻璃液的熔化质量(其他条件都相同的情况下)起着重要的作用。加料机越宽,在相同加料量的情况下,配合料的厚度越薄,所形成的料垅越宽,热利用率越高,配合料熔化越快。 1999年我们在四川沱牌集团有限公司玻璃厂一座生产酒瓶45m2马蹄焰双通道窑炉上将预熔池的长度设计到2.2米,宽度上采取内宽外窄,内宽1.45米,外宽1.2米;加料机宽度达到1.1米,配合料在窑内的分布情况见图3所示: [img]http://www.chinakong.com/upload/upload11/20110105112548
如果要回复本栏论题,请首先中国工控网www.chinakong.com
・如果你已经是中国工控网www.chinakong.com成员,请直接登录。
・如果你还不是中国工控网www.chinakong.com成员,请首先注册,注册为免费!
密 码:
关闭该窗口
更多资料下载
更多自动化产品
GPRS/CDMA/
上海正伟污水监测系统
串口转Zigbee无
无线旅游信息系统
GPRS 无线MOD
关于我们 免责声明 服务项目 广告联系 友情链接 联系方式 意见反馈 设为首页 加入收藏
©2023-2025 中国工控网(www.chinakong.com) 版权所有 豫ICP备17046657号
管理员信箱:chinakong98@163.com 服务热线:13525974529
洛阳博德工控自动化技术有限公司
中国 洛阳


 自动化资料下载
自动化资料下载
 自动化产品
自动化产品