ע������
���룺
���� ��ҵ ����
����ע��
��ҵע��
��������
�������ƽ̨
��ҵ����ƽ̨
���˹���ƽ̨
�ҵĹ��ز���
רҵƵ����
PLC�������
���ػ�
������
�˻�����
���弰��λ��
��Ƶ���봫��
��ѹ����
��ҵ����
��ҵ��Դ
������ͼ
��ҵ���ģ�
��ҵ
����
���
��Ʒ
��̳
��Ƹ
���ز���
��Է
��ְ
�Զ�����������
�Զ�����ȵ���
��ҵƵ��
ͬ��֮��
�Զ����鼮
�Զ�������
�Զ���չ����
�����ֲ�
������Ƶ
�������������
�������ۻ���ÿ����������������ҵ�ƶ�
���Ҷ�Ƕ��ʽһЩ�������ʼ�����
��������������������������˵��ͼ
��������ϻ��͵�����ϻ�������
��ȫ����PFS���Ʒ����¶�ֱ�ӿ����ͣ�DTC����ȼ������Ҥ¯����ϵͳ
�������������칤��3�������κͶ�Ĥ
���и���Ķ��������õ���������û�����λ���������
�������жϵ�ŷ��Ǽ�λ��ͨ��
����..
��������·���ز���
����ʦ
����ʵ��Ӧ���У��㾭��Ӧ�õ�ͨ�ŷ�ʽ����Щ��
����̨PLC������ͨѶ����
��315��EM277��̬����
������PROFIBUS-DP��PLCͨѶ
��һ�����ߵĽӷ�
��PPI���MPI�������
��MODBUS TCP��PROFINET˭��������
��PID �������������
��Interbus���ߵ��ص�
��PC��ΪProfibus DP����վ��ʵ��
��VC������С��ҵ��������Ŀ���
��������������֪ʶ��������ϵ�ṹ������Э��
����·�źż��������ϵͳ���о������
���ֳ�����ϵͳFCS�뼯ɢ����ϵͳDCS�ıȽ�
��ְ������ά��(��ѧ���ơ�����ʦ)
��ְ����Ʒ����(��ѧר�ơ���������ʦ)
��ְ���������(��ѧ���ơ���У��ѧ��)
��ѯ������̳ͳ��
�Զ�����Ʒ
�Զ�����Ƹ
�Զ���ͼ��
������ �������� ȫ������
����������
������̳����
ȫ������
���ռ���
��ҵ��
��еװ��
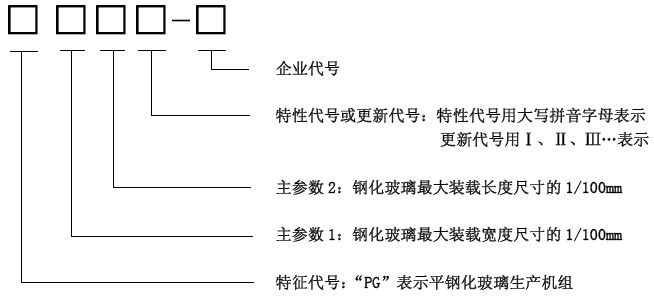
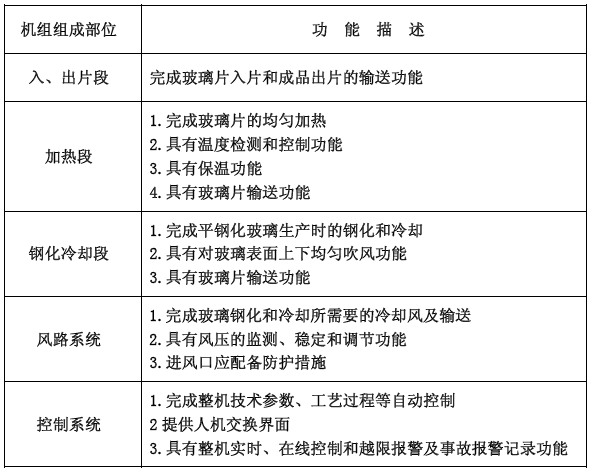
ǰ �� Ϊ�淶������е�豸�����죬��֤��������������صĹ��ұ�����ҵ���Լ�����ҵ�豸����������ʹ��������ƶ����й����������빤ҵ����Э����� ����������Ҫ�����鷽�����������־����װ�����䡢�������������ͨ�ù涨�� �������й����������빤ҵ����Э���еװ��רҵίԱ������� �������й����������빤ҵ����Э������ ������ݵ�λ: �ػʵ�����ͨ�������缼������˾�� ���������: �����ԡ����������������� ����������ݵ�λ: �������ϷDZ��豸��������˾�����ݽܿƲ�����������˾��̩ķ�ͷ����Უ����е���������˾�� ������������ˣ������ϱʻ�Ϊ��ţ ���� ���� �Űۺ㡢�ۺ�ũ�� ��־�䡢ʩռ���� �� �㡢������������ʡ��� ������ѧ���� ������2004���״η�����2007���һ������ �������й����������빤ҵ����Э���еװ��רҵίԱ�Ḻ����͡� ˮƽ����ʽƽ�ֻ������������� 1 ��Χ �����涨��ˮƽ����ʽƽ�ֻ�������������ļ���Ҫ�����鷽��������ͱ�־����װ�����䡢�����Ҫ�� ����������ƽ�岣�������ȡ���ȴ��ʹ֮����������Ӧ���ĸֻ������������顣 2 �淶�����ñ� �����ļ��е�����ͨ�����������ö���Ϊ�������������ע���ڵ������ļ�����������е��ĵ�����������������ݣ���������������ڱ�����Ȼ�������ݱ������Э��ĸ����о��Ƿ��ʹ����Щ�ļ������°汾�����Dz�ע���ڵ������ļ��������°汾�����ڱ����� GB11614-1999 �������� GB15763.2-2005 �ֻ����� GB17841-1999 Ļǽ�øֻ��������ֻ����� GB/T17340-1998 ������ȫ�����ijߴ硢��״����� GB/T17841-1999 Ļǽ�øֻ��������ֻ����� GB/T-10067.4-88 �����豸������������ ��ӵ���¯ GB5226.1-2002 ��е��ȫ ��е�����豸 ��l���֣�ͨ�ü������� GB/T7932-2003 ����ϵͳͨ�ü������� 3 ���� ƽ�ֻ������������飺�ܽ���ͨƽ�岣�������ȴ������ճ�Ϊ�ֻ������Ļ��絥Ԫ��ϡ� ��������Ҫ����Ƭ�Ρ����ȶΡ��ֻ���ȴ�Ρ���Ƭ�Ρ���·ϵͳ������ϵͳ��ɡ� 4 �ͺš���� 4.1 ���ƹ��� ƽ�ֻ��������������ͺ����������š������������Դ��Ż���´�����ɡ� 4.2 �ͺ�ʾ�� ���װ�ؿ���Ϊ2400mm�����װ�س���Ϊ3600mm��ƽ�ֻ������������飺PG2436 4.3 ���ù�� ���ù��Ϊ��PG12xx��PG15xx��PG20xx��PG24xx�� 5 ����Ҫ�� 5.1 �������� 5.1.1 �ӹ�������� 3��19�L 5.1.2 ��С�ӹ��ߴ� ˫���̶� 5.2 һ��涨 5.2.1 �¶ȷ�Χ 0��40�� 5.2.2 ʪ��Ҫ�� ��80% 5.2.3 ���θ߶� ��1000m 5.2.4 ��Դ��ѹ 380V��10�� 5.2.5 ��ԴƵ�� 50Hz 5.2.6 ����ԭƬ�������GB11614�涨�ĸ��������� 5.2.7 ���������豸��ԭ���ϡ����������Ӧ���������ij����ϸ�֤����Ӧ������֤���������豸�����Ҫ�� 5.2.8 �豸Ӧ������Ӧ�İ�ȫ���� 5.3 �豸������ɼ����� ��������Ҫ����Ƭ�Ρ����ȶΡ��ֻ���ȴ�Ρ���Ƭ�Ρ���·ϵͳ������ϵͳ��ɡ���������ܼ���1�� ��1 �������� 5.3 ���Ҫ�� 5.3.1 �������Ӧ��ࡢ�����ա����������������ʴ�� 5.3.2 ��������ɫ�����һ�¡������ҡ����ݡ������ȱ�ݡ� 5.3.3 ��Ʋ������ȹ������Ʋ�������� 5.3.4 ����Ӧƽ���⻬�����������Ƶ�ȱ�ݡ� 5.3.5 ��¶�ܡ����߲�Ӧ�̶������������ۡ� 5.3.6 ���ֱ�־�ͱ���Ӧ��������Ŀ���������ι̡� 5.4 ��е���ܺͰ�װ 5.4.1 ������ƫ�룺�����豸ƽ�沼��ͼ�궨���������ߣ��豸��λ������������궨����ƫ�벻����5mm�� 5.4.2 ������ 5.4.2.1 �Խ���ƫ�ÿ��������������Խ��߳��ȳߴ�ƫ�����1/1000�� 5.4.2.2 ˮƽ�ȣ�������ĸ��ƽ��ȹ�� ����¯������0.4mm�� ����¯���ڹ�����0.3mm�� ��դ��̨������0.5mm�� �롢��Ƭ������1.0mm�� 5.4.2.3 ƽ�жȣ��Բ���ȫ����ƫ�ijߴ�������������ȫ����ƫ��������30mm�� 5.4.2.4 ͬ���ԣ��������������ٶ�Ӧ��ͬ��ȫ�����Ͳ���ǰ���϶�仯��������30mm�� 5.4.3 ��·ϵͳ 5.4.3.1 �ȶ��ԣ���·ϵͳӦ�ṹ��̡���ͨ˳�����������ܵȷ�·ϵͳ��ѹ������ϵͳ�İ�װӦ���ϡ�ʵ�ùܵ���װ�����ֲᡷ���йع涨�� 5.4.4 ��·ϵͳ 5.4.4.1 ����ϵͳ�İ�װӦ���ϡ�GB/T7932-2003 ����ϵͳͨ�ü������������йع涨�� 5.4.4.2 �����ԣ���·������������Ӧ����ѹ��������ȫ��������̡����йع涨�� 5.4.5 �豸����������8mm����ʱ��������85dB��A���� 5.5 �������ܼ���װ
���Ҫ�ظ��������⣬�������й�������www.chinakong.com
��������Ѿ����й�������www.chinakong.com��Ա����ֱ�ӵ�¼��
������㻹�����й�������www.chinakong.com��Ա��������ע�ᣬע��Ϊ��ѣ�
�� �룺
�رոô���
������������
�����Զ�����Ʒ
YN3010 CDM
����120������Ϣϵ
Զ��������ʩ����ֱ�
�����źŵƣ����̻ƣ�
�Ϻ���ΰ���߾��Ǽ��
�������� �������� ������Ŀ �����ϵ �������� ��ϵ��ʽ ������� ��Ϊ��ҳ �����ղ�
©2023-2025 �й���������www.chinakong.com�� ��Ȩ���� ԥICP��17046657��
����Ա���䣺chinakong98@163.com �������ߣ�13525974529
�������¹����Զ�����������˾
�й� ����


 �Զ�����������
�Զ�����������
 �Զ�����Ʒ
�Զ�����Ʒ

