注册名:
密码:
个人 企业 商务
个人注册
企业注册
商务申请
商务管理平台
企业管理平台
个人管理平台
我的工控博客
专业频道:
PLC与控制器
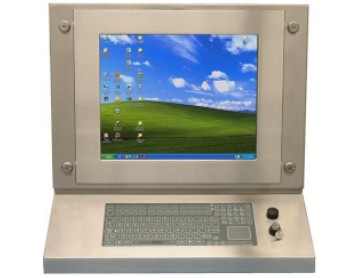
工控机
传感器
人机界面
阀体及定位器
变频器与传动
低压电器
工业网络
工业电源
电气绘图
企业中心:
企业
新闻
风采
产品
论坛
技术
下载
供求
招聘
工控博客
才苑
博闻
博采
博文
博坛
求职
自动化技术中心
自动化年度调查
行业频道
同城之间
自动化书籍
自动化新闻
自动化展览会
资料下载
电气手册
工控视频
中国工控网搜索:
・请教:交换机和路由器有什么区别
・数据存储在RAM和EEPROM有什么区别
・工控机系统干扰故障的处理技术
・研华工控机通电自动启动设置
・研华工控机产品列表和产品简介
・ISA\PCI卡各有什么特点
・28个测温点,控制精度2度即可,请大家从成本和性能方面分析,用PLC加控温模块和用温控表那个较好
・变频器的控制电路及几种常见故障分析
更多..
瑞虎工控博客
在校大学生
・工控机设计选型,你首选什么品牌?
・一种替代PLC+采集模块+数传模块应用的方案
・生产物流监控系统的实施与应用
・哪位朋友能提供蓄热室横燃式玻璃窑炉结构图
・横火焰浮法玻璃窑炉池窑内火焰图片
・信号隔离器的工作原理、功能及选型
・来
・基于GPRS远程监控的空压机节能控制实现方案
・海德汉530系统故障代码说明
・现场总线仪表的特点
・Think&Do软件基本入门―创建一个项目(二)
・什么是PC/104
・Think&Do软件基本入门―什么是I/O子系统
・嵌入式处理器
・工控机(IPC)结构特点
求职:企业主管(博士研究生、工程师)
求职:售后服务(中技、技术员)
求职:企业主管(大学本科、工程师)
查询工控论坛统计
自动化技术
自动化产品
自动化调查
自动化招聘
自动化图书
自动化资料
搜索: 本栏搜索 全栏搜索
发表新论题
工控机论坛(非专题)分类
全部论题
结构与配置
数据 I/O
编程与维护
应用方案
影响线切割加工工件表面质量的机床因素的控制与改善 高速走丝电火花线切割机属于高精度机床,机床的维护保养非常重要,因为加工工件的高精度和高质量是直接建立在机床的高精度基础上的,因此在每次加工之前必须检查机床的工作状态,才能为获得高质量的加工工件提供条件。上海线切割厂家提醒需注意的环节和应采取的措施如下: (1)在加工前,必须检查电极丝,电极丝的张力对加工工件的表面质量也有很大的影响,加工表面质量要求高的工件,应在不断丝的前提下尽可能提高电极丝的张力。 (2)高速走丝线切割机一般采用乳化油与水配制而成的工作液。火花放电必须在具有一定绝缘性能的液体介质中进行,工作液的绝缘性能可使击穿后的放电通道压缩,从而局限在较小的通道半径内火花放电,形成瞬时和局部高温来熔化并气化金属,放电结束后又迅速恢复放电间隙成为绝缘状态。绝缘性能太低,则工作液成了导电体,而不能形成火花放电;绝缘性能太高,则放电间隙小,排屑难,切割速度降低。加工前要根据不同的工艺条件选择不同型号的乳化液。再者必须检查与冷却液有关的条件,检查加工液的液量及赃污程度,保证加工液的绝缘性能、洗涤性能、冷却性能达到要求。 (3)必须检查导电块的磨损情况。高速走丝线切割机一般在加工了50~80小时后就须考虑改变导电块的切割位置或者更换导电块,有脏污时需用洗涤液清洗。必须注意的是:当变更导电块的位置或者更换导电块时,必须重新校正电极丝的垂直度,以保证加工工件的精度和表面质量。 (4)检查导轮的转动情况,若转动不好则应更换,还必须仔细检查上、下喷嘴的损伤和脏污程度,用清洗液清除脏物,有损伤时需及时更换。还应经常检查贮丝筒内丝的情况,丝损耗过大就会影响加工精度及表面质量,需及时更换。此外,导电块、导轮和上、下喷嘴的不良状况也会引起线电极的振动,这时即使加工表面能进行良好的放电,但因线电极振动,加工表面也很容易产生波峰或条纹,最终引起工件表面粗糙度变差。 (5)保持稳定的电源电压。电源电压不稳定会造成电极与工件两端不稳定,从而引起击穿放电过程不稳定而影响工件的表面质量。 有关线切割加工工艺知识的文章阅读,欢迎访问上海线切割厂家官网:http://www.shnc.com.cn/
如果要回复本栏论题,请首先中国工控网www.chinakong.com
・如果你已经是中国工控网www.chinakong.com成员,请直接登录。
・如果你还不是中国工控网www.chinakong.com成员,请首先注册,注册为免费!
密 码:
关闭该窗口
更多资料下载
更多自动化产品
自动安针机
工业控制嵌入式一体机
轴向带边偏心充油耐震
天燃气总站图片
BSW-6200系列
关于我们 免责声明 服务项目 广告联系 友情链接 联系方式 意见反馈 设为首页 加入收藏
©2023-2025 中国工控网(www.chinakong.com) 版权所有 豫ICP备17046657号
管理员信箱:chinakong98@163.com 服务热线:13525974529
洛阳博德工控自动化技术有限公司
中国 洛阳

 自动化资料下载
自动化资料下载
 自动化产品
自动化产品