|
|
|
|
LOGO!在气门卡瓣压装机中的应用 |
|
|
|
LOGO!在气门卡瓣压装机中的应用
单位:哈尔滨东安机械设备制造有限公司
姓名:刘 江
摘 要
由LOGO!控制的气门卡瓣压装机,改变了原来手动控制的状态,实现了气门卡瓣压装的自动控制,提高了产品的合格率,降低了操作人员的劳动强度。并且使设备变得易于维护和管理从而延长了设备的使用寿命。
关键词
LOGO! 气门卡瓣压装机
一.概 述
在汽车发动机行业中,气门卡瓣压装机是为发动机进、出气门压装卡瓣的设备,设备由气动控制的气缸将发动机缸盖托起然后进行卡瓣压装,待各气缸返回原位后停止器(由于卡瓣压装机被置于物流线体中,所以设有阻止缸盖在线体中被输送的停止器)放行。虽然动作过程简单,但是以前多为人工进行卡瓣压装,造成了效率低下且劳动强度大的重复劳动,即使使用设备也是手动控制,难以统一标准和保证产品的合格率。为此设计气门卡瓣压装机的LOGO!控制系统是有现实意义的。
二、系统硬件组成
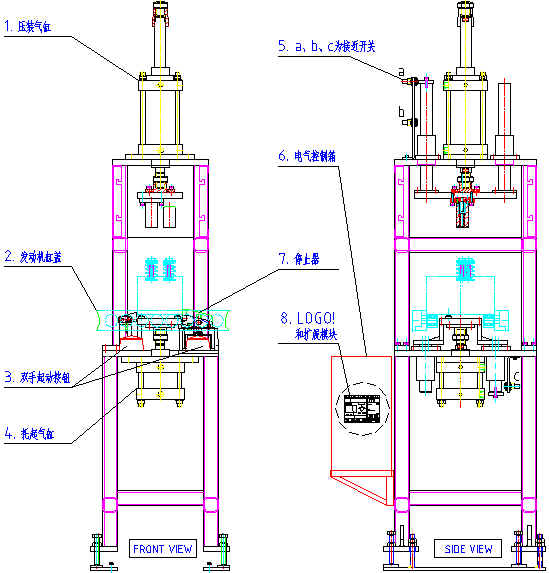
图1 卡瓣压装机结构图
卡瓣压装机结构及系统控制结构见图1和图2。系统由LOGO!实现对气门卡瓣压装机的过程控制。从安全的角度考虑,采用双手起动按钮起动。接近开关a、b、c检测压装气缸和托起气缸推出与返
图2 系统控制结构图 回的位置。
三、控制系统硬件设计
3.1 为何选用LOGO!
LOGO!是西门子公司生产的新型超小型可编程序控制器,也叫可编程通用逻辑控制模块,主要用于开关量输入和输出的控制。它由与、或、非、与非、或非、异或6种基本功能块和RS触发器、时钟等13种特殊功能块来实现各种控制任务,与PLC相比具有以下优点:
1. LOGO!输出端可达10A的电流(继电器输出,阻性负载),而PLC输出端能承受的电流一般为2A(继电器输出,阻性负载)。
2. LOGO!编程软件简单易学。LOGO!采用功能块图的图形语言编程,这是一种类似于数字逻辑电路的编程语言,有数字电路基础的人很容易掌握。各功能块的左侧为逻辑运算的输入变量,右侧为输出变量,信号是自左向右流动的。
3. LOGO!操作、显示更简单。LOGO!编程、设置参数可在自带面板上直接操作,无需使用编程工具。
LOGO!从小型的自动化作业到集成有ASI总线接口总线系统的扩展应用,都有用武之地。显而易见,若选用西门子S7-200或其以上CPU的PLC来配置气门卡瓣压装机的控制系统显然是“高射炮打蚊子”般的浪费之举,因此考虑性能、价格等因素,我们采用LOGO!实现气门卡瓣压装机的控制。
3.2 LOGO!的选型
气门卡瓣压装机控制系统的输入:双手起动按钮(2点)、旋钮开关(1点)、接近开关a、b、c(3点);输出:压装气缸双电控电磁阀(2点)、托起气缸双电控电磁阀(2点)、停止器控制气缸单电控电磁阀(1点)。总计输入6点、输出5点。控制器选用8个输入点、4个输出点的LOGO!24RC型,直流24V电源。根据系统扩展的需要再配以4输入点、4输出点的DM8 24R扩展模块一个。LOGO!的电气控制示意图、接线图如图3、4所示。

图3 LOGO!控制示意图

图4 LOGO!接线图
四、控制系统程序设计
根据气门卡瓣压装机的控制要求(动作流程图见图5),可设计出LOGO!的逻辑程序。

图5 动作流程图
4.1 LOGO!功能块设计
功能块逻辑语言如下。需要说明的是程序中延时的设置(T=2s)是为了压装的更充分。
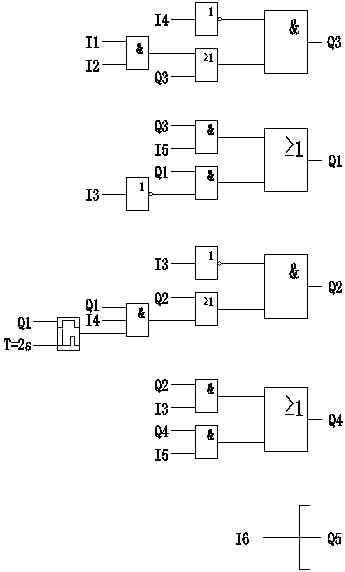
将功能块程序转换为对应的LAD语言如下:


五、结束语
通过LOGO! 24RC型控制器实现气门卡瓣压装机的压装控制,接线大大简化,在控制柜中减少了电气元件所需的空间,以后如需改变或扩展功能,例如将停止器控制改手动为自动,只需增加个别检测输入点并改变程序即可。
该系统经测试,运行可靠,故障率低。
参考文献
1.《数字电路基础》 哈尔滨工业大学出版社
2. SIEMENS LOGO! 手册
|
|
|
|
|
评论仅代表评论人个人看法,不表明博客主人及中国工控网同意其观点或其描述 共20条评论 共2页 第2页
上一页
|
| 评论人署名:临涯 |
|
评论时间:2007/12/24 17:00:00 |
我要发表评论 |
|
| 评论人署名:yinkangjia |
|
评论时间:2008/2/23 20:11:00 |
我要发表评论 |
| 我好象感觉上面的梯形图有点问题的,不知道兄弟们有没有发现! |
|
| 评论人署名:yyj7220011 |
|
评论时间:2008/4/8 9:22:00 |
我要发表评论 |
|
| 评论人署名:yyj7220011 |
|
评论时间:2008/4/8 9:22:00 |
我要发表评论 |
|
| 评论人署名:oybx |
|
评论时间:2008/7/3 10:21:00 |
我要发表评论 |
|
| 评论人署名:刘江 |
|
评论时间:2008/7/8 22:56:00 |
我要发表评论 |
谢谢你们发现了问题,
1、双手启动按钮是用户要求这样的,工人不会自己在按钮上做手脚,管理者也不允许。
2、梯形图是有问题,我忘了摘修改后的图了,按这个程序运行,有时会出现往复动作。哈哈,就这个有错误的论文还在集团拿了三等奖,可笑可笑 |
|
| 评论人署名:张小春 |
|
评论时间:2008/10/27 21:37:00 |
我要发表评论 |
|
| 评论人署名:delphiziji |
|
评论时间:2011/5/19 16:26:00 |
我要发表评论 |
自动充电部分由变压器、单臂桥模块、控制板等组成。变压器输出的220V交流电经SZ55整流,充电板自动控制对电池自动充电,充电电流、充电电压均由相应仪表显示。
总之,本装置具有以下优点:
1、本装置对起重电磁铁励和消磁均实现电力半导体无触点控制,对起重电磁铁励和消磁均实现电力半导体无触点控制。
2、在搬运物料过程中,当突遇电网停电时,保安电源迅速切入,并声光报警。
3、在放磁时采用智能模块的逆变功能,使蓄电池的电能迅速回馈电网,节约电能。
4、在逆变环节完成后,实行反向消磁,使物料释放快速、干脆。
5、采用SIEMENS LOGO进行充放磁及逆变动作的自动化控制,使设备作业更加安全、方便。
|
|
| 评论人署名:delphiziji |
|
评论时间:2011/5/19 16:27:00 |
我要发表评论 |
储能回馈电网完毕后,Q2与COM断开,Q3与COM接通,U4控制U2输出电流电压对电磁铁反向消磁,抵抗材料的磁滞现象,使其放料快速干脆,紧跟着Q3与COM断开,关断U2,同时电磁铁同时电磁铁所吸磁性物料全部卸落。调整面板上的“消磁调节”给定电位器可调节消磁电压的大小(顺时针方向电压增大)。
|
|
| 评论人署名:delphiziji |
|
评论时间:2011/5/19 16:28:00 |
我要发表评论 |
在汽车发动机行业中,气门卡瓣压装机是为发动机进、出气门压装卡瓣的设备,设备由气动控制的气缸将发动机缸盖托起然后进行卡瓣压装,待各气缸返回原位后停止器(由于卡瓣压装机被置于物流线体中,所以设有阻止缸盖在线体中被输送的停止器)放行。虽然动作过程简单,但是以前多为人工进行卡瓣压装,造成了效率低下且劳动强度大的重复劳动,即使使用设备也是手动控制,难以统一标准和保证产品的合格率。为此设计气门卡瓣压装机的LOGO!控制系统是有现实意义的。
|
|
 相关博客新闻: 相关博客新闻: |
|
| 相关技术论坛: |
|
| 相关风采图片: |
|
| 相关技术论文: |
|
|