|
|
|
|
整套启动调试 |
|
|
|
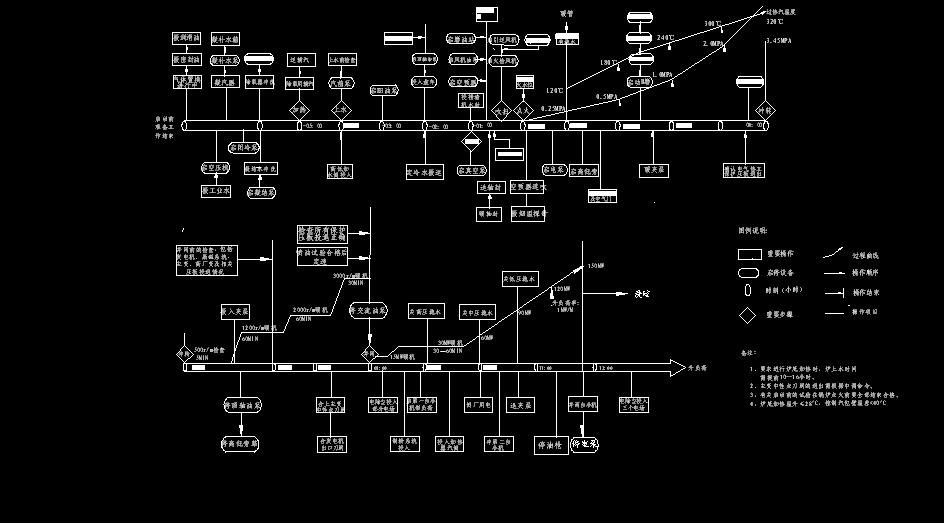
整套启动调试
1调试前应具备的条件
1.1现场应平整,道路(包括消防道路)畅通,环境须清理干净,试运范围内的施工脚手架要全部拆除,沟道及孔洞的盖板齐全,临时孔洞装好护栏或盖板,不便检查和操作的部位均相应的要采取措施解决,便于运行人员与调试人员接近,能够确保安全有效地对设备实施监督。
1.2现场备有足够的消防器材,消防水系统有足够的水源和压力,并处于备用状态,事故排油系统处于备用状态。
1.3厂区和厂房的排水系统及设施能正常使用,积水能排至厂外,生活用水和卫生设施可以投入使用。
1.4现场有足够的正式照明,事故照明系统完整可靠并处于备用状态。
1.5在寒冷气候下进行试运的现场,应做好厂房封闭和防冻措施,室内温度能保持+5℃以上。
1.6电话等通讯设备安装完毕,投入使用。
1.7所有参加试运的设备、系统仪表按设计安装完毕,并完成设计变更和其它必要的修改项目,确认安装质量验收合格。
1.8有关承压设备、管道应经水压试验合格。试运中无法试验的汽侧安全阀(如加热器、轴封、辅汽联箱、除氧器等的安全阀)应拆卸后在现场临时装设的试验装置上经试验整定合格后再回装到设备上。
1.9参与试运的设备、系统按设计要求完成保温管道的支吊架应安装完毕且合格,防止管道膨胀的装置必须拆除。
1.10所有的二次浇灌应完成,浇灌层的强度应达到设计要求。
1.11各电气设备及线路绝缘良好,仪表操作电源和动力电源必须可靠,保安电源及直流电源经试验可靠且投入。
1.12空压机系统各项试验结束,应具有可靠的杂用和仪用压缩空气。
1.13所有热控仪表经校验合格,各测点信号保护、自动控制在分部试运时应逐项检查调试好。各项报警显示应正确无误。
1.14各容器的水位、油位计应按要求标出高、低、正常工作位置,并有显示和报警;各转动机械轴承应按相应的要求加入足够的润滑剂;各油箱、水箱应按要求灌入合格的液体到正常液位。
1.15各系统中的电动、气动、手动阀门经开关试验灵活可靠,开关方向正确,并有开关方向标志,不便操作的高位手动阀门应设有平台。各系统中的电动阀门关闭和开启方向的富裕行程应符合要求。
1.16各蒸汽系统、水系统按相应措施吹扫冲洗合格,正式系统恢复。
1.17主机润滑油系统、保安油系统、顶轴油系统、密封油系统、抗燃油系统、调节油系统油循环冲洗合格,其油质必须符合汽机施工验收规范的标准,且调试完毕投入运行。
1.18DEH控制系统调试完毕,静态试验合格,符合设计要求。
1.19空冷系统气密性试验合格,各空冷风机(变频器)调试完毕且能正常投入。
1.20真空系统查漏合格,一般不送轴封时一台水环真空泵运行能将真空抽至40kPa以上。
1.21电动给水泵按调试措施完成试运,运行可靠,再循环装置和调速机构启动灵活,联锁保护动作可靠。
1.22发电机密封油系统完成调试,差压阀、平衡阀动作灵活不应有犯卡的现象。密封油箱补、排油电磁阀及油泵联锁动作可靠,发电机氢系统打风压试验合格。(转子在静止状态下且额定氢压时,24小时漏气率应小于11m3。)
1.23发电机定子冷却水系统循环冲洗合格,初启动时的电导率允许为10μS/cm,但正常运行时电导率为0.5~1.5μS/cm,。
1.24辅机冷却水系统完成试运。
1.25顶轴油系统试运正常且能投入运行,#3~#8瓦顶轴高度调整合格(5~10丝)。盘车装置盘车投入、脱开可靠。
1.26高、低压旁路联锁控制系统调试完成且可投入使用。
1.27排汽缸喷水系统冲洗合格,喷嘴不应堵塞,应检查喷水方向正确及雾化良好,自动投入、切除动作可靠。
1.28高排逆止门和各段抽汽逆止门的控制空气管道吹扫干净,高排逆止门和各段抽汽逆止门的联锁动作良好,不应有犯卡的现象。
1.29直流电源可靠。各油系统的直流油泵试运合格,联锁动作正常。
1.30高、低加疏水自动调整阀门及事故疏水调整阀门以及各蒸汽系统疏水阀联锁试验良好。
1.31完成汽机保护的传动试验、润滑油压低、真空低、轴位移大、振动大、超速等项模拟试验,各系统的事故、声光报警试验正常。
1.32完成轴封系统的各阀门调整,随时可以投运。
1.33完成机电炉大联锁传动试验,动作可靠。
1.34发电机各项保护及跳闸试验,各项报警试验正常。
1.35静态励磁系统和自动并网装置经静态调试正常,具备投入条件。
1.36计算机控制监测、显示、打印、事故及追记、报警均能可靠投用。
1.37完成化学制水系统调试,在机组启动试运期间备有足够的合格的除盐水,保证机组启动试运期间的动态冲洗有足够的补充水。
1.38凝结水系统试验合格且能正常投入运行。
1.39发电机氢冷却系统试运合格,定子冷却水系统试运合格且能正常投入运行。
1.40汽轮机排汽直接空冷系统完成调试,且能正常投入运行。
2汽轮机的启动原则
2.1启动方式:可采用自启动方式、操作员自动方式、手动方式。
2.2启动状态:按启动前高压或中压汽轮机转子的金属温度来决定。
冷态启动:起机前第一级金属温度为105℃ ;
温态启动:起机前第一级金属温度为260℃;
热态启动:起机前第一级金属温 |
|
|
|
 相关博客新闻: 相关博客新闻: |
|
| 相关风采图片: |
|
| 相关技术论文: |
|
|