ע������
���룺
���� ��ҵ ����
����ע��
��ҵע��
��������
�������ƽ̨
��ҵ����ƽ̨
���˹���ƽ̨
�ҵĹ��ز���
רҵƵ����
PLC�������
���ػ�
������
�˻�����
���弰��λ��
��Ƶ���봫��
��ѹ����
��ҵ����
��ҵ��Դ
������ͼ
��ҵ���ģ�
��ҵ
����
���
��Ʒ
��̳
��Ƹ
���ز���
��Է
��ְ
�Զ�����������
�Զ�����ȵ���
��ҵƵ��
ͬ��֮��
�Զ����鼮
�Զ�������
�Զ���չ����
�����ֲ�
������Ƶ
�������������
���ù�PLC+��ת�������Ľ�������
�����ڼ�֮������һ��֮��
��̸��һ��PLC
��Ѱ���������ݸ��棬�������ͬʱ�ƶ����ı��˼·
��PAC��PLC��ʲô�����أ�
��AB-PLC�Ľ���
�����ڵ��ڷ���һ��������
������������������������
����..
�������������ز���
����Ա
����Կɿ��ԺͲ�Ʒ����ָ�꣬�����κ�ѡ�õĹ���PLCƷ�ƣ�
������ϵ��PLC�У������ʹ�õ����ĸ�ϵ�У�
�����Զ��������������ҪPLCѡ�ͣ�����ѡʲôƷ�ƣ�
��2013�����Ӱ�����Ĺ�ҵ�Զ���Ʒ�ƣ�
��������ϵ��PLC�У������ʹ�õ����ĸ�ϵ�У�
��˭֪������Ҥ¯��ѿ�ȼ���Ƕ��٣�
����߲���Ҥʹ�������Ĵ�ʩ����Щ��
�����ʹ��PLC����
����������������ģ��ͼ
��wicc��S7-300R��CPUͨѶ�ĵķ���
����ʱ��̵�������·
����λ�����������M900��ôû����Ȧ
������PID�����¶�
�������PLCΪ���ߣ���ù����豸������
��Microsoft Visual Basic6.0�������İ漰����Ƶ�̳�
��ControlLogixϵͳ��ͭұ�������е�Ӧ��
����ɢϵͳ��¯����ˮλ���ڵ�����
������վ��PLC����ϵͳ�Ŀɿ��Դ�ʩ
��PLC�ڲ���Դ������̽��
�������������е�PLC����ģ��Ӧ�ü���
��ְ����������(��ѧר�ơ�����)
��ְ���ۺ����(��ѧר�ơ�����ʦ)
��ְ����������(��ѧר�ơ�������ʦ)
��ѯ������̳ͳ��
�Զ�����Ʒ
�Զ�����Ƹ
�Զ���ͼ��
������ �������� ȫ������
����������
PLC��̳����ר�⣩����
ȫ������
PLC����
PLC I/O����
PLC���
PLC����ͨ��
PLCӦ��
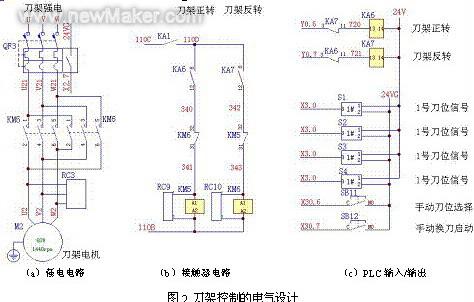
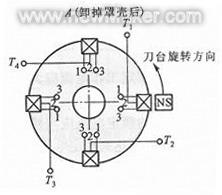
һ���Զ�����װ�õ���ʽ �Զ�����װ�������ػ�������Ҫִ�л�����������ʽ���ֶ�����Ŀǰ�����������¼��֣� 1����ת���ܻ����� 2����ʽ���ܻ����� 3����������ͷ������ 4����������Զ�����ϵͳ �������Ҷ����ػ����������⼸�ֻ���ϵͳ��һ���ܣ����Ƚ���һ�»�ת���ܻ���ϵͳ�� ������ת���� ���ػ���ʹ�õĻ�ת�����DZȽϼ��Զ�����װ�ã����õ��������ķ����ܡ����ǵ��ܣ���������װ���İѡ����ѻ����ĵ��ߡ� ��ת���ܱ���������õ�ǿ�Ⱥնȣ��Գ��ּܴӹ�����������ͬʱҪ��֤��ת������ÿ��תλ���ظ���λ���ȡ��������ǽ��һ̨�Ĺ�λ���ķ������˽�һ���任�����̼�ԭ��������ϻ���ԭ������һ���ķ����ܵij�����������ԭ���������ķ�������ͼһ���� ͼһ ���ػ������ܻ����ɻ���PLC�����п��ƣ�������ͨ���Ĺ�λ������˵�����ƱȽϼ�һ��������ͨ�ij��������Ƿ����������ܵĿ���ԭ����ʵ����ָ���ܵ������������̣����ܵĻ���������ʵ��ͨ��PLC�Կ��Ƶ��ܵ�����I/O�źŽ��������������㡣ʵ�ֵ��ܵ�˳����ơ�����Ϊ�˱�֤�����ܹ���ȷ���У�ϵͳһ�㻹Ҫ����һЩ��Ӧ��ϵͳ�������Ի������̽��е������������Ƿ���PLC�����µĻ������̡��ڷ���֮ǰ�����������˽�ܿ��Ƶĵ������֡����ܵ������Ʋ�����ͼ����ʾ��ͼ���е�a�ǵ��ܿ��Ƶ�ǿ�粿�֣���Ҫ�ǿ��Ƶ��ܵ������ת�ͷ�ת�������Ƶ��ܵ���ת�ͷ�ת��ͼb�ǵ��ܿ��ƵĽ������ƻ�·����Ҫ�ǿ������������Ӵ����ĵ�ͨ�ر���ʵ��a�е�ǿ����ƣ�ͼc�����ǵ��ܿ��Ƶļ̵������ƻ�·��PLC�����뼰�����·���������̵Ŀ��������������ģ������ɵġ� ͼ�и��������������£� ��� ���� ���� 1 M2 ���ܵ綯�� 2 QF3 ���ܵ綯�������ر����ĵ�Դ�տ� 3 KM5��KM6 ���ܵ綯��������ת���ƽ����Ӵ��� 4 KA1 �ɼ�ͣ���Ƶ��м�̵��� 5 KA6��KA7 ���ܵ綯��������ת�����м�̵��� 6 S1~S4 ��λ���������� 7 SB11 �ֶ���λѡ��ť 8 SB12 �ֶ�����������ť 9 RC3 �������� 10 RC9��RC10 �������� �Զ����ܿ����漰����I/O�ź����£� PLC�����źţ� X2.7�����ܵ綯�����ȱ������룻 X3.0~X3.3��1~4�ŵ���λ�ź����룻 X30.6���ֶ���λѡ��ť�ź����룻 X30.7���ֶ�����������ť�ź����룻 PLC����źţ� Y0.6��������ת�̵������������ Y0.7�����ܷ�ת�̵������������ ���������Ѿ�����˵��ܿ��Ƶ�I/O�źţ��������ǽ����Щ�ź�������һ�»������̣����ܻ���������ģʽ��һ�����ֶ�������һ����ͨ��Tָ������Զ��������������ֶ�״̬Ϊ��������һ�»������̼��������ϡ� 1���������ǽ����������ֶ�״̬��ͨ����λѡ������Ŀ�ĵ�λѡ���е�ϵͳ�����ò��ο��ص���ʽ����ʵ�֣��е�ϵͳ�����ü�������ʽ��ʵ�֣�����˵ͨ����λѡ���źţ�X30.6����״̬��������µ�λѡ����X30.6��״̬Ӧ�û�ı�һ�Σ�����������ֵ�ᷢ���ı䣬ϵͳѡ���Ŀ�ĵ���Ҳ�ᷢ����Ӧ�ĸı䡣 2��ѡ��Ŀ�ĵ�������Ժ�������ǽ��������ܵĵ�ǰ��λת����Ŀ�ĵ�λ�����ǰ��µ�λת������X30.7�Ժ���ʱϵͳPLC���һ��������ת�ź�Y0.6��KA6���ϣ�KM5���ϣ���ʱ���ܵ����ʼ������ת�����ܿ�ʼ��ת�� 3��������������ת�Ĺ����в�ͣ�ĶԵ�λ�����źŽ��м�⣬��ͼ3��ʾ��ÿ�ѵ��߸���һ������λ�ü��ء������߰�˳�����ξ���������λ�ò�����Ӧ�ĵ�λ�źš��������ĵ�λ�źź�Ŀ�ĵ�λ�Ĵ����еĵ�λ��һ�µ�ʱ��PLC��Ϊ��ѡ�����Ѿ���λ�� ͼ3 4�����ߵ�λ�Ժ����Լ���������תһ��ʱ�䣬Ȼ��ֹͣ������ת��Y0.6ֹͣ���������ʱһ��ʱ���Ժ��ܷ�ת�����ź�Y0.7��Ч����ʱ���ܿ�ʼ��ת����ת������ʵ���ǵ��������Ĺ��̣��˹�������һ��ʱ�䣬ֱ������������λ������תʱ�䲻�˹�������̡��������п����ջ��������ɵ�����ȿտ���բ��ʱ������п�����ɵ��ܲ��ܹ����������������Ժ������������̽����� ��ȫ���� 1���ܵ綯����ʱ����ת������ⲻ����λ�źţ�����Ϊ���ܳ��ֹ��ϣ�����ֹͣ���ܵ綯�����Է�ֹ������������ʾ�� 2�����ܵ綯�����ȱ���ʱ��ֹͣ�������̣�����ֹ�Զ��ӹ��� ���������Ѿ��Դ��ֵ��ܵĻ���ԭ�������˽⣬��ô���ڴ��ֵ����ڹ��������г�����һЩ��������Ӧ�ú�������������ԭ�����Ĺ����������£� ��������һ��ѡ����Ŀ�굶λ�����µ�λת����ť�Ժ綯���ܲ�ת�� �����������ѡ����Ŀ�굶λ�����µ�λת����ť�Ժ綯����ת����ͣ�� �������ھ���
�����ǹ��ڡ��Զ�����װ�õĽṹԭ���볣������ ������Ļظ�����1ƪ��
�ظ�ʱ�䣺2012/9/20 14:05:00
֧��(1073) | ����(1041)
���Ҫ�ظ��������⣬�������й�������www.chinakong.com
��������Ѿ����й�������www.chinakong.com��Ա����ֱ�ӵ�¼��
������㻹�����й�������www.chinakong.com��Ա��������ע�ᣬע��Ϊ��ѣ�
�� �룺
�رոô���
������������
�����Զ�����Ʒ
ʩ�͵¸�������XES
2216�¶ȿ�����
DSU�����ܿ�����
Baldor NES
�������� �������� ������Ŀ �����ϵ �������� ��ϵ��ʽ ������� ��Ϊ��ҳ �����ղ�
©2023-2025 �й���������www.chinakong.com�� ��Ȩ���� ԥICP��17046657��
����Ա���䣺chinakong98@163.com �������ߣ�13525974529
�������¹����Զ�����������˾
�й� ����



 �Զ�����������
�Զ�����������
 �Զ�����Ʒ
�Զ�����Ʒ



