横火焰玻璃窑炉控制系统探讨
摘要:叙述了玻璃窑炉中温度、流量、压力和液位自动控制的基本原理,并结合应用实例,探讨了影响控制参数稳定的因素和采取的措施.对设计窑炉控制方案有一定的借鉴意义。
关键词:玻璃窑炉;PLC;DCS;换向;变送器;激光液位计
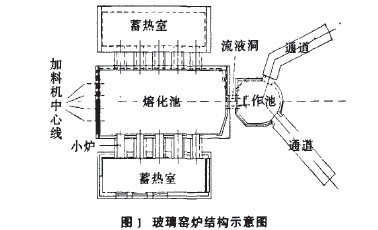
玻璃配合料从加料口加入窑炉后.经高温加热熔化成玻璃液,进行澄清、均化、冷却,然后经过供料通道进入成形区成型。沿窑池的纵向方向。按玻璃液的熔化过程相应地分成熔化部、工作部、供料通道。流液洞前称为熔化部.流液洞后称为工作部。如图1所示。
横火焰是指窑内火焰方向从一侧流向另一侧,横越熔窑的宽度。与玻璃液流方向垂直,用蓄热室作为余热回收设备。即助燃空气通过蓄热室预热后由小炉到达熔化池内.与天然气混合燃烧产生大量热量传递给混合料及玻璃液.烟气从熔窑一侧小炉排出.流经蓄热室的时候.将大量余热传给蓄热室内格子砖.砖的温度随着通过烟气的时间延长逐渐升高,经过一段时间的加热后.换向闸板改变烟气和助燃空气流向。
玻璃的熔制是一个非常复杂的过程.它包括一系列物理化学现象和反应。这些现象和反应.使各种原料的机械混合物变成了复杂的熔融物即玻璃液。大致可分为5个阶段:硅酸盐形成、玻璃形成、澄清、均化和冷却。对于连续生产的玻璃池窑.玻璃形成过程的各个阶段是在池窑的不同部位.同一时间内进行的.玻璃液在不同阶段有不同的物理化学反应.对温度有不同的要求。因此温度是影响玻璃熔制质量的主要因素.必须沿池窑的纵向。根据玻璃熔制要求建立有利于玻璃熔制的稳定的温度曲线。
玻璃熔制过程中.玻璃液面有一规定高度.要求稳定.其上下波动范围要求在±0.5 mm之内。在正常情况下.玻璃液面的波动说明投料量有波动.会造成窑内温度的波动。玻璃液面的波动.一方面影响成型作业的稳定。从而影响玻璃的产量和质量:另一方面会加剧对池壁耐火材料的侵蚀.这不仅污染玻璃液造成许多缺陷.还会缩短熔窑使用寿命。
窑炉内压力大小、稳定程度也对炉内温度、液面高低即液位有影响。笔者希望窑内压力在熔化部接近玻璃液面处最好是零压,并要求稳定。这样既没有冷空气吸入.也没有火焰从空口逸出。但零压是临界状态.较难控制.通常控制在微正压范嗣内。玻璃窑炉的投资昂贵.作为高温设备.在它服务期限内不能轻易地停工检修和进行更换改造⋯而玻璃熔化过程的复杂性、干扰因素众多、干扰来源不易确定、调整措施见效滞后.都使得玻璃窑炉的稳定运行极为困难。生产工厂的经济效益将在很大程度上取决于玻璃窑炉的生产状态。为此.玻璃窑炉要求功能齐全、性能可靠的控制系统来保证工艺参数的稳定。
1窑炉自动控制系统
窑炉控制系统必须保证窑炉的温度、压力、液位、燃烧系统的流量等热工参数的稳定.保证燃烧过程中的正常换向。在安全的前提下.控制系统对参数的控制精度是衡量整套系统的一个重要指标.目前有采用PLC控制系统和由单回路控制器冗余控制主要T艺参数。用小型PLC冗余控制换向过程:有使用DCS控制系统.用一台微型PLC冗余控制换向过程。随控制技术的发展,基于PLC的DCS系统目前在国内外都得到了广泛的应用.可编程控制器(PLC)与DCS控制系统的界限区别也越来越模糊。
2温度控制系统
温度控制系统包括熔化池温度控制、工作池温度控制、通道温度控制。因窑炉是一个较大的热T对象.各个地方的温度有很大的差异.无法全部进行测量.只能由工艺人员选择关键点的测量值进行加权平均作为温度过程值(PV),并把这个PV作为被控量改变燃料流量。以维持该平均值的稳定。因此它义包含了燃气控制和助燃空气控制。
2.1熔化池温度控制原理
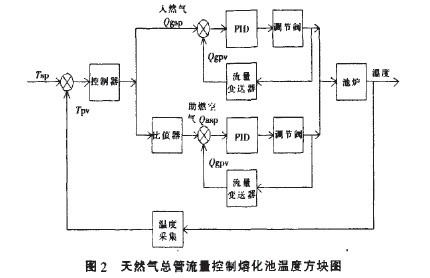
温度设定值(SP)与温度过程值(PV)之间的偏差经控制器运算后.得出一个输出值作为燃气控制系统的设定值.同时乘以一个空燃比系数作为助燃空气的设定值,再经PID控制器运算后调整各自的流量控制阀。保证正常的燃烧状况.进而得到稳定的温度。这样就形成了温度和燃气的串级控制。在实际工作中.经常使用两种方式控制熔化池温度,一是自动控制天然气总流量,手动分配各小炉天然气流量的方式。图2所示为控制天然气总管流量控制熔化池温度的方块图。
二是自动控制小炉天然气流量的方式。图3所示为控制Ⅳ个小炉天然气流量控制熔化池温度的方块图。
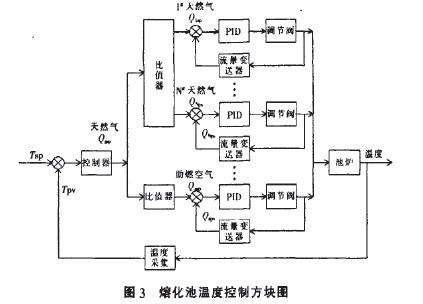
图2、图3中,r为温度,Q。、Q。分别为天然气和助燃空气的流量,sp、pv分别为设定值和过程值。对于温度控制器,采用过PID算法、位式控制法和模糊控制算法.由于玻璃窑炉是一个大的热1二对象,具有热惯性大、滞后时间长和随机干扰多的特点.PID算法整定出合适的参数比较困难,基本上处于手动控制模式。
位式控制模式思路是:根据温度过程值与温度设定值的偏差.规定在一定时间 |


 自动化资料下载
自动化资料下载
 自动化产品
自动化产品